DLP-based 3D Printers Have Some Key Advantages Over Laser SLA Printers, But….
Commercialized in early 2000, 3D printers based on DLP (digital light processing) technology poses several advantages over ones based on traditional laser-based SLA (stereolithography). Chief among them is speed: DLP printers are comparatively faster because the entire layer is projected onto the photopolymer (liquid resin), whereas laser printers trace the contours of the layer via a laser beam directed by a galvanometer (motorized scanning mirror). Second, DLP printers consume less material which in turn leads to lower printing costs and less waste. Third, DLP printers print in higher definition than laser, but this comes with a significant caveat: it can only do so for small builds (i.e., part size) as there are so many pixels to go around for a given projection. The smaller the projected area, the higher the concentration of pixels, and vice versa. We all know what happens when we enlarge an image beyond its native resolution: the image gets blurry (see below). This equally applies to 3d prints when we look at their XY, or surface area, resolution.
Exceeding the Resolution Threshold

Figure A. The picture was enlarged beyond its native resolution, rendering it blurry as shown on the right. DLP prints face the same limitation as the resolution is a function of the size of the illuminated projection.
MOVINGLight®: Freeing the Projector
In 2013 French 3D printer manufacturer Prodways rolled out a series of production-grade 3D printers based on a proprietary, first-in-the-market technology that answered the limitations of maintaining high resolution for big builds under a DLP curing platform. Aptly named MOVINGLight®, the technology employs a DLP projector that moves horizontally and vertically to cure the layer, or a slice of it, within a uniform tile size of 70 x 40 mm (2.75 x 1.5 in.). Powered by some of the strongest UV LEDs on the market and boasting a native resolution of 42 microns, the mobile projector delivers the same two million-plus pixels with every projection, regardless of where it lands on the platform. The largest build area measures 840 x 660 x 550 mm. (33 x 26 x 22 in.), a distinction that goes to the Prodways ProMaker 8000 model.
Schematic Overview of MOVINGLight® Components

Conventional 3D DLP Printer Configuration
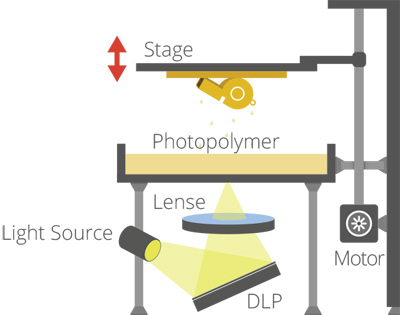

Figure C. The DLP projector is bottom-mounted and below the platform.*Maintaining high resolution is limited to small builds
MOVINGLight® Yields a Higher Resolution Density than Conventional DLP Printers for Big Builds
In this hypothetical experiment, the resolution density is compared between a conventional DLP-based printer and a ProMaker L5000 model using MOVINGLight® technology. Both are of the same platform size and resolution.
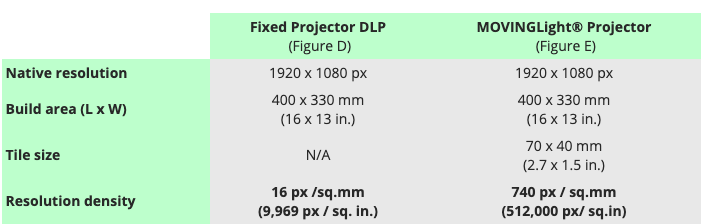
Calculation: To arrive at the XY resolution density of the layer in Figure D, divide the native output resolution of 2,073,600 pixels (1920 x 1080) by its platform area, which is blanketed by the UV light (see below). For Figure E, divide the resolution by the surface area of the tile size, which in this case, represents a slice of the layer. The latter has a resolution density 46 times higher than the former.
Stationery DLP projector
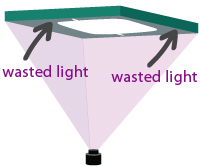
Figure D: The DLP projector exposes the entire layer, with the UV light blanketing all corners of the platform. Output resolution and energy are spread over this surface area.
MOVINGLight®
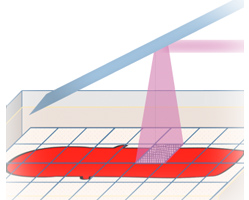
Figure E: The moving DLP projector exposes a portion (or slice) of the layer dictated by a constant tile size. This yields a higher concentration of pixels and stronger light intensity than Figure D.
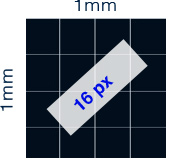
Figure F: Pixel enlargment, resulting in a loss of image quality.
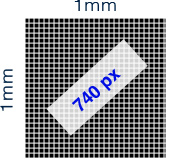
Figure G: Higher resolution density as the size of the native pixel
remains intact (no enlargement).
Fixed DLP Projector

Figure H: Resolution density decreases as the platform size increases (assuming the light covers the entire platform)
MOVINGLight®
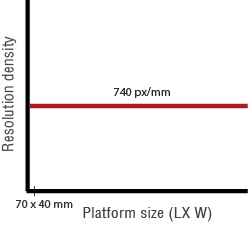
Figure I: Resolution density stays constant, regardless of platform size.
Print One or Many Parts on the Same Platform.. with No Loss in Resolution

Figure H: Because of their exceptionally large build areas, the 3D printers from Prodways are ideal for short-series manufacturing
(see case study below).
Build area comparison

Example of a Short-Run Manufacturing Part Printed with a ProMaker 3D printer
- Printed parts: 88
- Number of layers: 369
- Layer thickness: 0.05 mm (0.0019 in.)
- Build time: 8 h 53 min
- Cure time per layer: 90 sec
- Cure time per part: 6 min 35

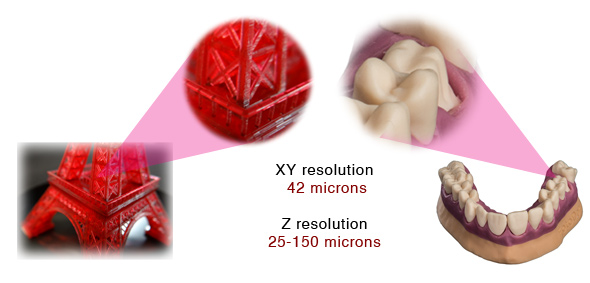
Figure I
Getting Best of Both Worlds: Big Builds and High Volume
As we can see from the above experiment, maintaining high resolution for large DLP prints is achievable through this unique technology, which also opens the door for short-series manufacturing of small parts, such as dental molds, jewelry, and various other intricately shaped parts. Whether this technology will one day become a substitute for traditional mass manufacturing methods like injection molding will depend on various factors, such as material costs, print volume, gross part production, and geometrical definition. In my next blog under the”MOVINGLight® series,” we will examine how this technology lends itself to faster cure times, higher printing efficiency and homogeneous curing vis-a-vis conventional DLP/SLA printers.
You might also like to read
Summum chooses Prodways ProMaker LD-10 from Genistar
Genistar is pleased to announce Laboratoire Dentaire Summum’s purchase of two new Prodways ProMaker LD-10 MOVINGLight® 3D Printers. Summum is leading the way in the migration to digital dentistry in Canada, integrating advanced end-to-end digital technologies.
Read article
How MovingLight® achieves higher curing efficiencies than conventional 3D DLP printers
With a couple of hypothetical experiments, we demonstrate how this first-the-market photopolymerization technology cures layers faster than fixed-projector DLP printers (holding all other variables constant)
Read articleOur experts
are here to help
Get a quote

6956 Jarry Est, Saint-Leonard, H1P 3C1, (QC), Canada

438.738.4133
855.738.4133

sales@genistar.com